机床各项技术说明
项目内容 | 参数说明 | ||
规格型号 | CNC650 | CNC800 | CNC1000 |
机床外形尺寸(mm) | 1700/1600/2150 | 2400/1800/2150 | 2400/2400/2150 |
X/Y工作台尺寸(mm) | 540/1000 | 594/1064 | 700/1270 |
X/Y轴加工行程(mm) | 450/650 | 550/800 | 630/1000 |
Z轴(主轴)行程(mm) | 450 | 450 | 450 |
W主轴头行程(mm) | 360 | 360 | 360 |
导向器与工作台最大距离(mm) | 385 | 385 | 385 |
最大承载量(kg) | 500 | 1000 | 1300 |
机床重量(kg) | 1500 | 2100 | 2900 |
主轴最大调节速度 | 1500mm/min | ||
旋转头转速 | 0-200rpm 可调 | ||
装夹电极直径 | Ø0.15-Ø3.0 mm | ||
最大加工电流 | 30 A | ||
机床功率 | 4.6 (KVA) | ||
电源工作电压 | (380Vac±5﹪ 50Hz) | ||
脉冲宽度 | 0-9档可调 (us) | ||
脉冲间隔连续可调 | 1:1-1:8(脉宽:脉间) | ||
机床输入最大功率 | 4.5(KVA) | ||
最大穿孔速度 | 30-60 mm/min (视材料而定) | ||
定位精度 | XY轴≤ ±0.02 mm (100mm) | ||
重复定位精度 | XY轴≤ ±0.02 mm (100mm) | ||
移动速度XY(mm/min) | ≤1000 | ||
工作台最小移动当量 | 0.001 mm | ||
工作液 | 纯净水/自来水 | ||
工作液过滤方式 | 浅隙式 | ||
工作液桶容量 | 25L (☆可选配130L循环过滤水箱) | ||
三轴控制形式 | 数控 | ||
三轴驱动形式 | 交流伺服电机 | ||
XYZ三轴丝杆 | 台湾研磨丝杆 | ||
XYZ三轴导轨 | 台湾直线导轨 | ||
丝杆导轨润滑 | 集中供油 | ||
手持单元 | 手控盒 | ||
操作控制 | 液晶屏及鼠标键盘 | ||
数显方式 | 三轴数显 | ||
进电方式 | 主轴碳刷进电 | ||
机床主要配套件名称及产地
序号 | 配套件名称 | 配套件产地或品牌 |
1 | 床身铸件 | 南京六合 |
2 | 直线导轨 | 台湾鼎翰 |
3 | 滚珠丝杆 | 台湾中创 |
4 | 工作台滚珠丝杠轴承 | 哈尔滨 |
5 | 立柱滚珠丝杆轴承 | NSK |
6 | 联轴器 | 德国施耐德 |
7 | 电容 | 日本黑金刚 |
8 | 交流接触器 | 西门子 |
9 | 细分混合伺服电机 | 鸥科达 |
10 | 旋转头 | 台湾硬质合金钨钢材料 |
11 | 三轴数控系统 | 聚林电子(浙江大学) |
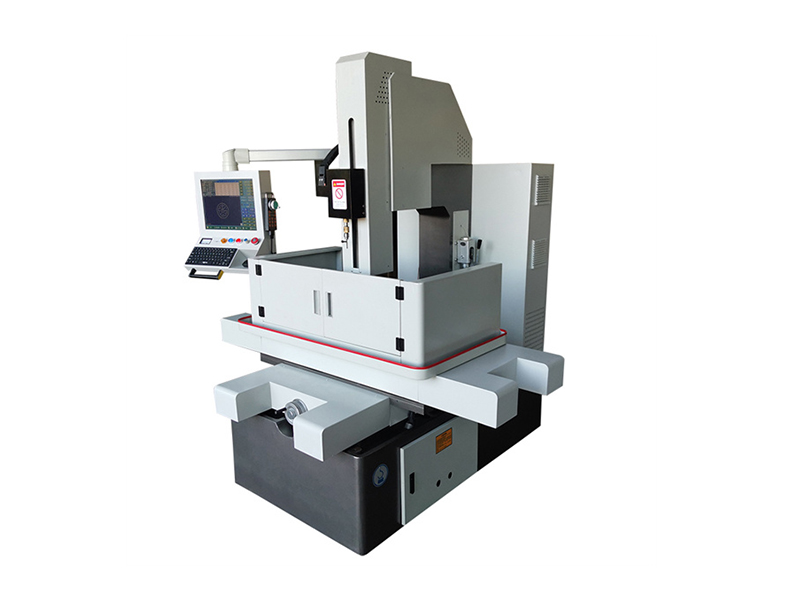
机床应用原理和特点
☆ 采用电极管(黄铜管、紫铜管)作为加工电极.
☆ 利用电火花放电蚀除原理,在电极(空心铜管)与工件之间施加高频脉冲电源形成小脉宽、大峰值电流的放电加工。
☆ 辅以高压水泵冷却排渣,使工件的蚀除速度大大加快。
☆ 适用在不锈钢、淬火钢、铜、铝、硬质合金等各种导电材料上加工直径0.15mm-3mm之间的深小孔。能直接从斜面、曲面等不规则形状面穿入加工。
☆ 适用于模具上小微孔的加工以及穿丝孔、化纤喷丝头和喷丝板的喷丝孔、滤板及筛板的群孔、放电机叶片及缸体的散热孔、液压气动阀体的油路气路孔等;也可用于蚀除折断在工件中的钻头、丝锥而不损坏原孔或螺纹。
☆ 使用纯净水或自来水为加工冷却液。
☆ 床身结构:箱型设计与周密肋骨支撑,拖板和立柱采用HT200铸件,床身厚、刚性好、不变型。
☆ 直线导轨:台湾直线导轨,全行程支撑设计,精密保持更持久。
☆ 精密研磨丝杠:X/Y/Z三轴配置台湾精密研磨丝杠。
☆ X、Y电机:细分混合伺服电机驱动,进一步提升机床加工精度,先进的无阻尼防护, 无须反向间隙补偿;防止机床爬行。
☆ Z轴电机:采用细分步进马达(混合伺服),升降速度快,灵敏度高,整个行程只需要10秒左右,大大减少了等待时间,效率大幅度提高
☆ W轴机头行程采用电动升降。
☆ 便捷工作台:移动式双条板工作台支架夹具,有利于工件装夹,减少功耗。
☆ 润滑系统:便捷的油路润滑方式,安全可靠,维持机械运动起到充分的润滑,更好的保持机床精度和延长机床使用寿命。
☆ 台湾生产旋转头:电机旋转头一体设计,采用硬质合金钨钢磨片及多重密封防水技术,与夹头采用锥套连接,可保证夹头旋转同心度。
☆ Z轴最大行程450mm,可一次装夹500mm的长电极,电极管浪费较低。
☆ 浙大控制系统:采用linux操作系统,运行速度快,可同时处理海量数据。编码信号实现数控工艺数据库文件,CAD、3B代码等工程文件管理。
☆ 控制主机:(1)工业控制计算机内部充足的硬件配置:能有效实现,编程、控制分时一体完成;加工轨迹实时跟踪及显示。(2)主机性能稳定,可以实现365天连续不间断工作。且配置有,RS232接口、USB接口、网卡接口、键盘及鼠标。
☆ 抗干扰触摸工控显示屏,分辨率高,抗电磁干扰,加工过程中,清晰跟踪显示加工轨迹,彻底解决花屏、抖屏、黑屏现象。
☆ 电路系统:模块化设计,机床电器、高频电源、数控系统,科学整合。整机结构紧凑布局合理,抗干扰性强,可靠性好,环保、节能、符合人机工程学规范,强调易人性化标准。
☆ 脉冲电源:高性能、大功率,有效实现高效率、微孔加工,并可高效加工各类模具钢、铝材、铜材、铝合金、钛合金,硬质合金、导电陶瓷、超导热料。
☆ 电控检测:系统控制板全部器件严格老化筛选。满负荷 40℃,连续100小时;冲击负荷50℃,断续100小时。
☆ 数字高频替换传统模拟高频,更准;PWM专用脉冲发出口,取消拨码开关,更稳;高频软启动功能,加工表面无毛刺。
☆ 用户输入的加工孔信息系统通过文件形式保存在系统的存储介质中,以供用户多次使用,避免关闭电源后频繁输入。且可以保存多个加工孔信息,可对原有的加工重新编辑并保存。
☆ 针对多个孔加工,数控系统可用两种方式添加孔信息:(1). 逐个添加孔信息,适合零散、无规则分布孔的添加。(2). 公式添加孔信息,适合具有一定分布规则的孔信息。孔信息可根据加工的需要,随时更改、添加、删除,并且能够调整孔的加工顺序。
☆ 在未加工状态下可以在孔位示意区域显示加工轨迹线,模拟加工顺序。
☆ 在多孔加工过程中可强行退出当前孔的加工而转到下一个孔进行加工。
☆ 在加工过程中,如电极消耗完毕,Z轴自动上升一定位置,手动更换电极后,点击恢复按钮,自动恢复加工状态,方便高效。
☆ 自带工艺库,只需输入工件材质、电极直径、加工要求等条件,加工参数自动调取,也可以对孔加工参数进行手动调整。
☆ 具备自动分中、自动寻边、自动寻工件表面功能。
☆ 精准深度控制,自动检测电极损耗量,也可手动设定电极损耗量。
☆ 穿透自动检测,也可手动设定深度坐标。
☆ 手自一体加工方式,XY轴定位后自动锁定,可手动解锁。
根据您的实际需求,推荐适合的设备和解决方案

根据您的实际需求,推荐适合的设备和解决方案

根据您的实际需求,推荐适合的设备和解决方案

根据您的实际需求,推荐适合的设备和解决方案

规模化生产,保障产品质量和产能
标准化质检流程
包装严实,极速发货
7*24全方位贴心服务
 官方微信
官方微信
联系人:施经理
邮箱:863686157@qq.com
电话:18962269058
地址:江苏省泰州市罡杨科技工业园区888号
COPYRIGHT © 2022 江苏施尔特机械制造有限公司 备案号:苏ICP备2023004630号-1